对策事例〈保护罩的缩孔对策〉
1.问题点
关于保护罩,素材内部存在的缩孔经常发生在加工面,成为加工面的不良。
2.现状把握
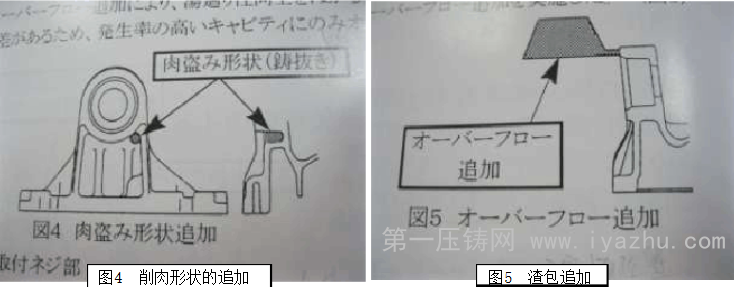
图1表示了这次对策的保护罩的外观。
模具的仕样是一穴两个的,因滑块机构而受到制约,产品的配置形成点对称。因此,左右穴不能形成统一方案,缩孔的发生程度就不安定。
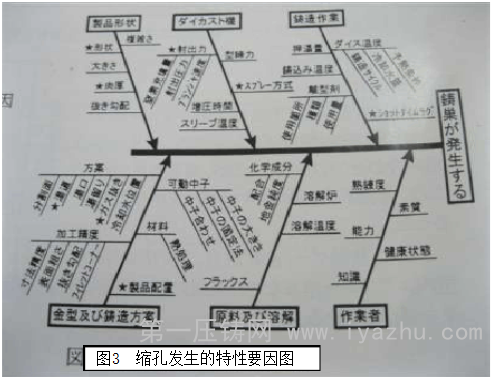
图2表示了问题点的缩孔发生部位。
3.原因解析
图3表示了缩孔发生的特性原因图。是这里最大的原因。
*产品形状.壁厚
*汤道(方案)
*排气
选定后,制定对策方案。
4.对策
1.机壳部位
*通过对厚肉部的盗肉形状的追加,减少多余的肉,防止加工面发生缩孔。
*通过追加渣包,谋求提高汤转动性。2穴间的缩孔发生程度有很大差的时候,发生率高的穴实施渣包 11追加。
2.安装管子的罗纹部
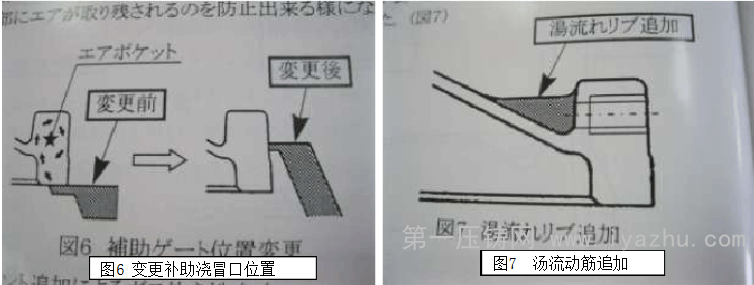
*通过辅助浇冒口位置的变更,提高凸台内部气坑的防止效果。通过分型位置变更进行了对策。
*通过汤流动筋追加,防止空气卷入造成的缩孔。通过提高汤流动性,能够防止凸台内部
空气的残留。(图7)
3.通过追加空气床,提高排气性可动模芯及滑块侧面追加空气床。
5.对策结果
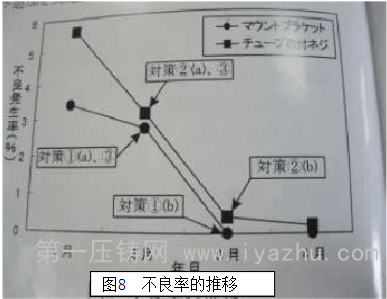
图8显示了实施对策和不良发生率的变化。
对策是按顺序进行的,对策效果通过编组进行了评价,最有效果的是汤流动筋追加和渣包追加。
并且,实施辅助浇冒口形状改良,模具内冷却强化,模具内吹气追加等的追加对策,再确认效果。
对策事例(耐压气密部品的缩孔的防止)
1.问题点
高速压铸法有生产性.薄肉化.接近完成品化的优越性,是一般的通过薄浇冒口,溶汤填充到模具穴内的铸造法。因此,如果浇冒口比产品先凝固的话,结果是导致推出汤不足,肉厚部缩孔发生。
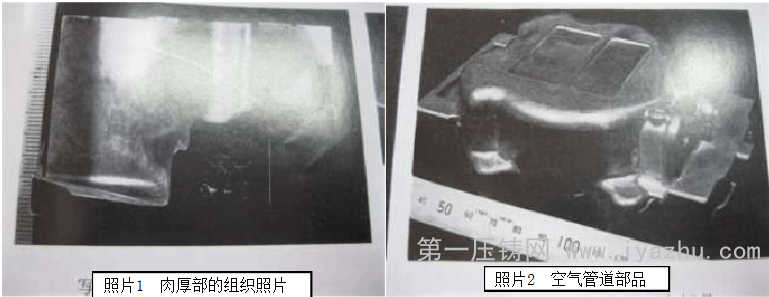
此缩孔,显示在照片1里面,它不同于卷入缩孔,它没有一定的形状,还和缩孔同伴有连通的倾向,如照片2所示的空气管道部品,缩孔是造成气密泄漏的原因。
2.主要原因系统图
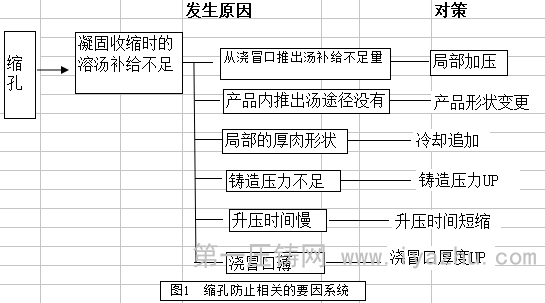
对于缩孔的发生防止,可考虑如图1表示的对策。一般是下记对策编组后实施,并用效果还很好的局部加压进行了对策。
3.对策
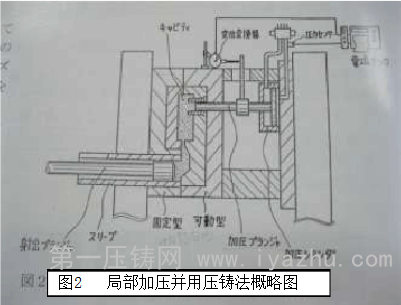
作为缩孔的发生防止,适用在本公司最有实绩的如图2所示的局部加压并用的压铸法。
这种压铸法,用射出杆把A1溶汤填充到模穴内,通过安装在模具上的加压杆对产品部直接加压,是防止缩孔发生的方法。
4.结果
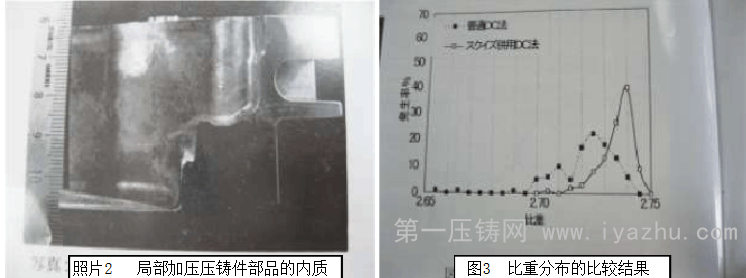
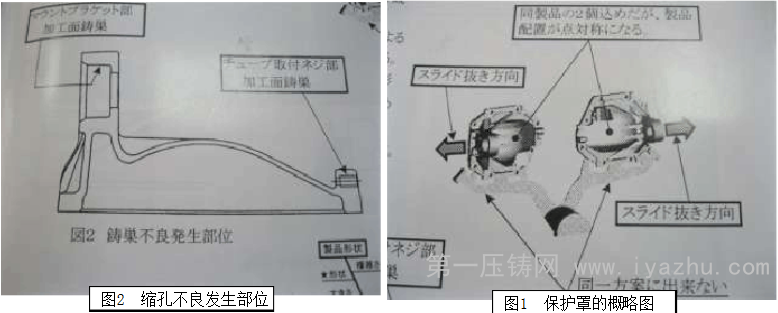
依据试验,定下最合适的局部加条件,把并用局部加压铸造的产品和普通的压铸件的比重分布用图3表示。把压铸件切开,作成的一小片的比重作为度数分布用图表示出来。可以明白通过局部加压来增大比重,减少不平衡。
还有,照片3显示了并用局部加压的压铸件的内质照片,和普通压铸件的内质比较,有大幅度改善,基本上观察不到缩孔。