
ХӘ ТӘ: ГҫәПҪрЧчОӘЧоЗбөДҪрКфҪб№№ІДБПЈ¬ФЪЖыіө Ўў3CЎў №ъ·Аҫь№Ө Ўў әҪҝХәҪМмөИБмУтҫЯУР№гА«өДУҰУГЗ°ҫ°Ј¬ ө«ДНКҙРФҪПІоКЗЖдҙу№жДЈУҰУГөДЖҝҫұ ЎЈ ҪйЙЬБЛГҫәПҪрөДёҜКҙ»ъАнЈ¬°ьАЁИ«ГжёҜКҙ Ўў ҫЦІҝёҜКҙ Ўў өзЕјёҜКҙ өИЈ¬ТФј°У°ПмГҫәПҪрДНёҜКҙөДТтЛШЈ¬ёщҫЭІ»Н¬ҪйЦКЦРөДҫЯМеёҜКҙЗйҝцЈ¬¶ФУ°ПмГҫәПҪрёҜКҙөДИэҙуТтЛШЧчБЛ ЦШөгҪйЙЬЈ¬ҙУ¶шЧЬҪбіцМбёЯГҫәПҪр·АёҜРФДЬөДБҪёцСРҫҝ·ҪПтЈ¬Т»КЗёДЙЖГҫәПҪрөДұҫХчДНКҙРФЈ¬јҙНЁ№эУЕ»Ҝ әПҪріЙ·ЦЈ¬ёДЙЖГҫәПҪрөДОў№ЫЧйЦҜөИ·ҪКҪМбёЯІДБПөДДНКҙРФ; ¶юКЗІЙУГұнГж·А»ӨҙҰАнјјКхЈ¬НЁ№эұнГж·А»Ө Іг¶Ф»щМеҪшРРұЈ»ӨЈ¬ёфАлёҜКҙҪйЦКУл»щМе ЎЈ И»әуПкПёЧЫКцБЛҫ»»ҜәПҪріЙ·Ц Ўў ҝӘ·ўРВРНДНКҙГҫәПҪр Ўў ёДЙЖГҫ әПҪрөДұнІгОў№ЫЧйЦҜөИМбёЯГҫәПҪрұҫХчДНКҙРФөД·Ҫ·ЁЈ¬ТФј°УР»ъ / ҫЫәПОп Ўў ҪрКф / »ҜәПОпГҫәПҪрДНКҙНҝІг өДСРҫҝПЦЧҙ ЎЈ ЧоәуЦёіцБЛГҫәПҪр·АёҜјјКхСРҫҝ№эіМЦРҙжФЪөДОКМвәНҪсәуөД·ўХ№·ҪПт ЎЈ
ГҫәПҪрКЗДҝЗ°ТСЦӘЧоЗбөДҪрКфҪб№№ІДБПЈ¬ҫЯУРұИ Зҝ¶ИәНұИёХ¶ИёЯ Ўў ЗРПчРФУЕБјөИМШөг ЎЈ ҪьДкАҙЈ¬ ГҫәПҪрТэЖрБЛКАҪзёч№ъөД№г·ә№ШЧўЈ¬¶јҪ«ЖдЧчОӘЧоУР ЗұБҰөДЗбЦКІДБПҪшРРЦШөгСРҫҝЈ¬ІўҝӘ·ўБЛТ»ПөБРјјКх НЖ¶ҜГҫәПҪрФЪҪ»НЁ№ӨҫЯ Ўў әҪҝХәҪМмәН№ъ·Аҫь№ӨөИБмУт өДУҰУГ ЎЈ ЛжЧЕОТ№ъГҫәПҪрСРҫҝөДІ»¶ПЙоИлЈ¬ФЪГҫ әПҪрәПҪр»ҜЙијЖ Ўў ЛЬРФұдРОөИјјКхСРҫҝ·ҪГжИЎөГБЛіӨ ЧгөДҪшІҪЈ¬ҝӘ·ўБЛТ»ПөБРёЯЗҝ Ўў өјИИ Ўў ДНИИөИГҫәПҪрЈ¬ ФЪәҪҝХәҪМм Ўў №ъ·Аҫь№ӨБмУтёЯЗҝГҫәПҪрТСІҝ·ЦМжҙъБЛ ЦРЗҝВБәПҪр ЎЈ ЛдИ»ГҫәПҪрУРЧЕ№гА«өДУҰУГЗ°ҫ°Ј¬ ө«ГҫФЪҪрКфҪб№№ІДБПЦРҫЯУРЧоөНөДұкЧјөзј«өзО»Ј¬¶ш ЗТЖдСх»ҜДӨКиЛЙ¶аҝЧЈ¬Сх»ҜДӨөД PBЈТ ұИОӘ 0Ј® 81 Ј¬І»ДЬ РОіЙУРР§өДОИ¶ЁұЈ»ӨДӨЈ¬ФЪҙу¶аКэёҜКҙРФ»·ҫіПВИЭТЧ іцПЦөзЕјёҜКҙ Ўў »·ҫіёҜКҙөИёҜКҙОКМвЈ¬І»ДЬіЦРшК№ УГ Ј¬ПЮЦЖБЛГҫәПҪрөД№г·әУҰУГ ЎЈ ТтҙЛЈ¬ИзәОМбёЯ ГҫәПҪрөДДНКҙРФТСіЙОӘГҫәПҪр№г·әУҰУГұШРлҪвҫцөД ЖҝҫұОКМв ЎЈ
1 ГҫәПҪрөДёҜКҙ»ъАн
Гҫј°ГҫәПҪрФЪЛ®ИЬТәЦРёҜКҙ»ъАнКЗТ»ЦЦОпАн»Ҝ С§№эіМЈ¬Жд·ҙУҰКҪОӘ:
2 ГҫәПҪрЦчТӘёҜКҙАаРНј°У°ПмТтЛШ
2Ј® 1 ГҫәПҪрЦчТӘёҜКҙАаРН
2Ј® 1Ј® 1 И«ГжёҜКҙ
ГҫәПҪрөДИ«ГжёҜКҙ·ҙУҰҝЙУГКҪ( 1 ) АҙГиКцЈ¬НЁіЈ УлЛ®·ўЙъөз»ҜС§·ҙУҰ¶шөјЦВГҫөДИЬҪвЈ¬Н¬КұРОіЙБЛБщ ·ҪҪб№№өДЗвСх»ҜОпДӨЈ¬ІўІъЙъЗвЖшЈ¬ГҫАлЧУәНЗвСхёщ АлЧУФЪҫ§МеҪб№№ЦРіКҪ»МжЕЕБРЈ¬ФміЙДӨөД»щөЧІгТЧҝӘ БСЈ¬ТтҙЛЈ¬ДӨІг¶Ф»щМеГ»УРұЈ»ӨЧчУГ ЎЈ ГҫәПҪрИ«ГжёҜ КҙІъОпЛжЧЕёҜКҙ»·ҫіУлГҫәПҪр»ҜС§іЙ·ЦөДІ»Н¬¶ш·ў Йъұд»Ҝ ЎЈ
2Ј® 1Ј® 2 ҫЦІҝёҜКҙ
ҫЦІҝёҜКҙөДРОКҪЦчТӘУРЛҝЧҙёҜКҙ Ўў ·мП¶ёҜКҙәНөг Кҙ ЎЈ СхЕЁ¶ИІоөзіШЗэ¶ҜКЗЛҝЧҙёҜКҙөДЦчТӘТтЛШЈ¬ЖдН· ІҝәНОІІҝөДөзКЖІоФЪ 0Ј® 1 Ў« 0Ј® 2 V Ц®јд ЎЈ ¶Ф AZ91 ГҫәПҪрөДСРҫҝұнГчЈ¬өгКҙәНЛҝЧҙёҜКҙКЗЖдФзЖЪёҜКҙөД ЦчТӘМШХчЈ¬¶шЗТЧоіхөДөгКҙ»бөјЦВЛҝЧҙёҜКҙ ЎЈ Гҫ әПҪрөДөгКҙЦчТӘФЪұнГжөД»оРФөгЙП·ўЙъЈ¬¶шЗТөзКҙТ» ө©·ўЙъЈ¬»бУРПтәПҪрДЪІҝ·ўХ№өДЗчКЖ ЎЈ ГҫәПҪрөДөгКҙ ФЪә¬ВИАлЧУөДИЬТәЦРұнПЦЧоГчПФЈ¬ЦчТӘКЗТтОӘВИАлЧУ өД°лҫ¶ҪПРЎЈ¬ЙшНёРФҪПЗҝЈ¬ҝЙТФНё№эұнГжөД¶Ы»ҜДӨЈ¬ЗТ ОьёҪөҪ¶Ы»ҜДӨЙПөДВИАлЧУУлГҫАлЧУҪбәПЙъіЙҝЙИЬРФ өДВИ»ҜГҫЈ¬ЖЖ»өБЛ¶Ы»ҜДӨөДҪб№№Ј¬¶Ы»ҜДӨЖЖ»өҙҰөДөШ ·ҪУлОҙЖЖ»өөДөШ·ҪРОіЙ¶Ы»Ҝ - »о»ҜөзіШЈ¬Тт¶шјУЛЩБЛ ГҫәПҪрөДөзЕјёҜКҙ ЎЈ
2Ј® 1Ј® 3 өзЕјёҜКҙ
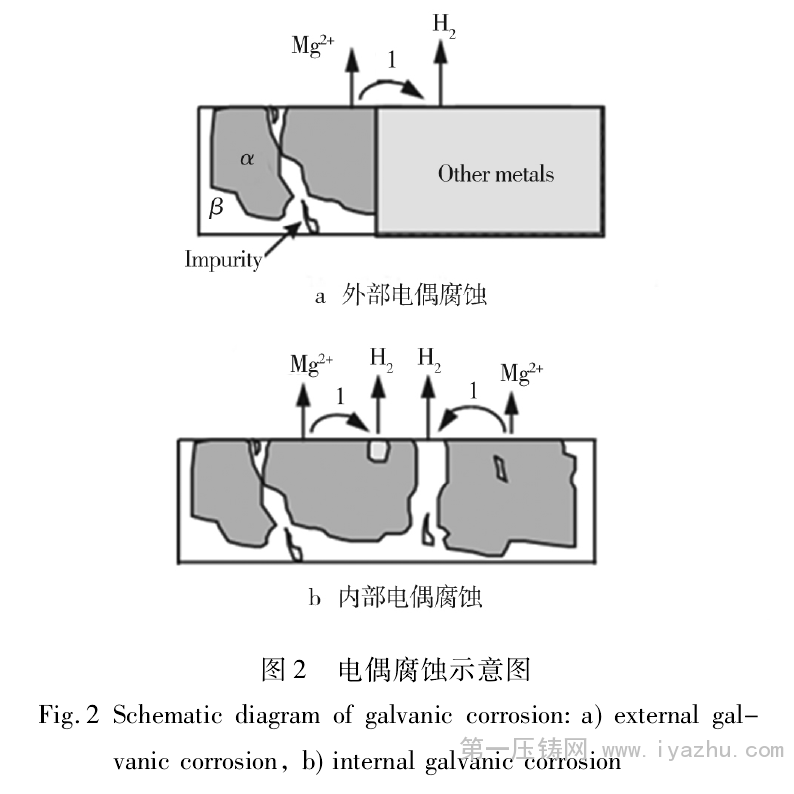
ГҫҫЯУРҪПөНөДөзј«өзО»Ј¬өұУлТхј«ҪУҙҘКұј«ТЧ·ў ЙъөзЕјёҜКҙЈ¬НЁіЈЗйҝцПВЈ¬Тхј«КЗУлГҫәПҪрҪУҙҘөДЖд ЛыҪрКфІДБПЈ¬»тХЯГҫәПҪрДЪІҝөДөЪ¶юПаәНФУЦКФӘЛШЈ¬ ·ЦұріЖОӘНвІҝөзЕјёҜКҙәНДЪІҝөзЕјёҜКҙ( Нј 2 ) ЎЈ FeЎўNiЎўCu өИФӘЛШҫЯУРөНЗв№эөзО»Ј¬НЁіЈідөұёЯР§Тх ј«Ј¬ФЪГҫәПҪрЦР»бөјЦВСПЦШөДөзЕјёҜКҙЈ¬¶ш AlЎўZnЎўCd өИҪрКфҫЯУРҪПёЯөДЗв№эөзО»Ј¬¶ФГҫәПҪрөДДНёҜКҙРФГ»УР¶аҙуөДЛрәҰЧчУГ ЎЈ ёЯөјөзөДөзҪвТә Ўў ёЯөДөгО» Іо Ўў Тхј«УлСфј«өНөДј«»ҜВК Ўў ҙуөДТхСфј«Гж»эұИ¶ј»б ФцјУөзЕјёҜКҙЛЩВК ЎЈ
ПФОўЧйЦҜ¶ФГҫәПҪрёҜКҙРРОӘУРәЬҙуУ°ПмЈ¬ИзҝмЛЩ Дэ№МөДГҫәПҪрЈ¬УЙУЪДэ№МЛЩ¶ИҪПҝмЈ¬ФЪ»щМеЦРөДәПҪр ФӘЛШ·ЦІјПа¶ФҫщФИЈ¬МбёЯБЛДНКҙРФДЬ ЎЈ І»Н¬ИИҙҰАн№ӨТХПВөДҫ§БЈіЯҙзІоТмТІ»б¶ФёҜКҙЛЩВКІъЙъУ°ПмЈ¬¶ФІ» Н¬ҫ§БЈіЯҙз AZ91 әПҪрөДСРҫҝұнГчЈ¬әПҪрөДёҜКҙЛЩВК Лжҫ§БЈіЯҙзөДјхРЎ¶шјхРЎ ЎЈ
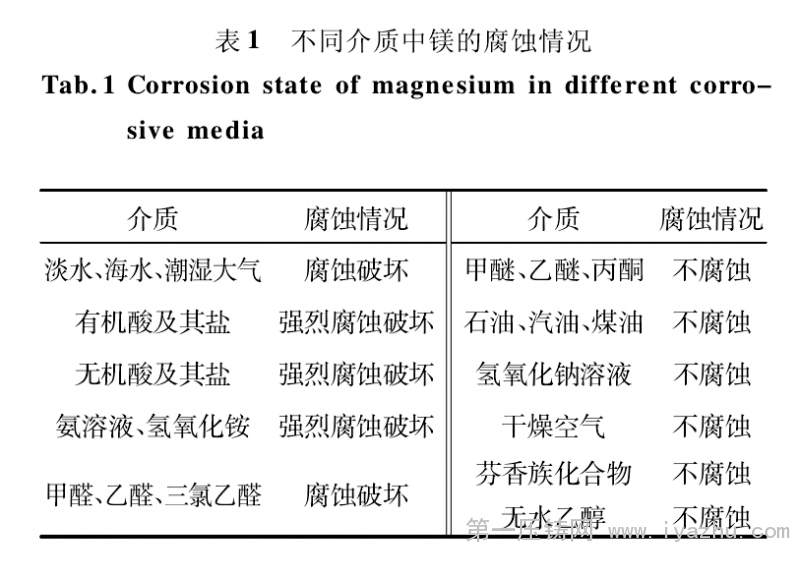
ГҫәПҪрФЪІ»Н¬өДёҜКҙҪйЦКЦРұнПЦіцІ»Н¬өДёҜКҙ МШХчЈ¬ФЪёЙФпөД»·ҫіЦРЈ¬ұнГжТЧЙъіЙ»ТЙ«өДұЈ»ӨДӨ¶ш І»ТЧёҜКҙ; ¶шСОЈ¬УИЖдКЗВИ»ҜОпЈ¬ҝЙОЫИҫІўЖЖ»өұнГж ДӨЈ¬ФміЙСПЦШөДҫЦІҝЗЦКҙ; ФЪЕ©ҙеј°№ӨТөҙуЖшЦР·ўЙъ ЦРөИЗЦКҙЈ¬¶шФЪҙу¶аУР»ъҪйЦКЦРФтІ»КЬёҜКҙ ЎЈ І»Н¬Ҫй ЦКЦРөДҫЯМеёҜКҙЗйҝцјыұн 1 ЛщКҫ ЎЈ
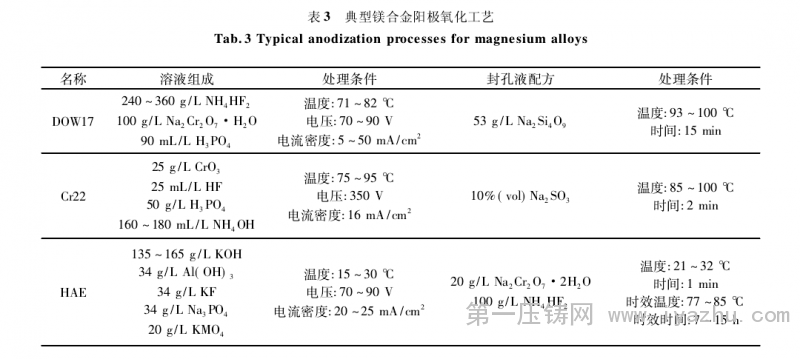
2 ) Сфј«Сх»Ҝ ЎЈ АыУГөзҪвЧчУГФЪҪрКфұнГжіЙДӨөД №эіМіЖОӘСфј«Сх»Ҝ Ј¬Сфј«Сх»ҜДӨОӘ¶аҝЧЛ«ІгҪб№№Ј¬ ҪПәсөД¶аҝЧІгОӘНвІгЈ¬ҪПұЎөДЦВГЬІгОӘДЪІгЈ¬ДӨІгөД іЙ·ЦУЙәПҪрФӘЛШөДСх»ҜОпәНіБ»эөДСх»ҜОп№ІН¬ЧйіЙ ЎЈ Сфј«Сх»ҜДӨҝХП¶ҙу Ўў ОЮ№жФт Ўў ·ЦІјІ»ҫщФИЈ¬Из№ыІ»ҪшРР ·вұХЈ¬ДНКҙРФ·ЗіЈІоЈ¬ТтҙЛЈ¬РиҪшРРәуРшөД·вҝЧҙҰАнЈ¬ К№ЖдјИГА№ЫУЦДНКҙ ЎЈ ФзЖЪөДСфј«Сх»Ҝ№ӨТХЦчТӘУР DOW17ЎўCr22 ј° HAE №ӨТХөИ Ј¬Изұн 3 ЛщКҫЈ¬ҙҰ АнТәЦРә¬УРёх»ҜәПОпЈ¬ОЫИҫСПЦШЈ¬ТтҙЛЦрҪҘҝӘ·ўБЛБЧ ЛбСОөИ»·ұЈРНСфј«Сх»Ҝ№ӨТХ ЎЈ
»ҜәПОпНҝІгФЪЦРРФ»тХЯЛбРФёҜКҙҪйЦКЦРіКПЦіц ұИГҫәПҪр»щМеёЯөГ¶аөД»ҜС§¶иРФ ЎЈ ФЪГҫј°ГҫәПҪр»щ МеұнГжЦЖұёіцТ»ІгЦВГЬөД»ҜәПОпНҝІгҪ«ҙуҙуМбёЯ»щ МеөДёҜКҙөзО»Ј¬МбёЯДНКҙРФ ЎЈ ДҝЗ°ТСНЁ№э PVD өИјј КхФЪГҫәПҪрұнГжЦЖұёіц Ti NЎўAl NЎўCr N ТФј° Al 2 O 3 өИ »ҜәПОпДӨІг ЎЈ »ҜәПОпІгУл»щМеёҪЧЕБҰәНДНДҘРФ әГЈ¬ө«ТтПЦУР№ӨТХЦЖұёөД»ҜәПОпНҝІгЦРҙжФЪҝЧП¶Ј¬Тт ҙЛ»ҜәПОпНҝІгөДДНКҙРФІўОҙід·ЦМеПЦіцАҙ ЎЈ
АдЕзНҝКЗПа¶ФҪПРВөДТ»ЦЦЕзНҝјјКхЈ¬ЛьКЗАыУГёЯ ЛЩС№ЛхЖшМеҪ«ҪрКф»тХЯМХҙЙ·ЫД©јУЛЩәуЕзНҝөҪ»щІД ұнГжЈ¬НЁ№эҪрКф·ЫД©ЛЬРФұдРОРОіЙЦВГЬөДНҝІг ЎЈ Улҙ« НіөДИИЕзНҝПаұИЈ¬АдЕзНҝ№ӨТХ№эіМОВ¶ИөНЈ¬·ЗіЈККәПГҫ әПҪрөИТЧСх»Ҝ»т¶ФИИҪПГфёРөД»щІДЈ¬АдЕзНҝВБәПҪрөИ ФЪГҫәПҪрДНКҙ·А»ӨБмУтХ№ПЦіцБјәГөДУҰУГЗ°ҫ° ЎЈ
4 ҪбВЫ
өұЗ°Ј¬ГҫәПҪрДНКҙРФ·ҪГжөДСРҫҝТСИЎөГБЛҝЙПІөД іЙ№ы ЎЈ ө«ЛжЧЕГҫәПҪрУҰУГЙо¶Иј°№г¶ИөДІ»¶ПА©ҙуЈ¬Ҫ« »бУцөҪёьОӘёҙФУөД·юТЫ№ӨҝцЈ¬ГҫәПҪрұнГжНҝІгФЪВъЧг ·АёҜөДН¬КұЈ¬»№ТӘВъЧгДНДҘөИ¶аЦЦМхјюПВөДК№УГ»· ҫіЈ¬¶ФГҫәПҪрұнГжҙҰАнјјКхМбіцБЛёьёЯөДТӘЗу ЎЈ ҙЛ НвЈ¬»№ұШРлҝјВЗГҫәПҪрДНКҙјјКхөДПИҪшРФ Ўў УРР§РФЈ¬№Ө ТХөДҝЙІЩЧчРФЈ¬НҝІгөДРФјЫұИЈ¬ТФј°»·ұЈОКМвөИТтЛШ ЎЈ ХвР©ТтЛШЦұҪУҫц¶ЁБЛГҫәПҪрөД·юТЫДЬБҰ ЎЈ ТтҙЛЈ¬ФЪОҙ АҙПаөұіӨөДТ»¶ОКұјдАпЈ¬МбёЯГҫәПҪрДНКҙРФИФРиЧцҙуБҝөДСРҫҝІЕДЬВъЧгЖыіө Ўў3CЎў №ъ·Аҫь№Ө Ўў әҪҝХәҪМмөИРР Тө¶ФЗбЦКГҫәПҪрІДБПөДРиЗу ЎЈ
