
摘要:介绍了国内外镁合金的应用现状及前景。综述了镁合金的组成、性能及阳极 氧化和化学转化膜等表面处理。
1 镁及镁合金压铸件的应用与前景
镁是一种储量十分丰富的元素,在地壳 中的丰度排第8,镁合金的密度小于2 g/ cm3,在实用金属中,比重最小,是铁的1/4, 铝的2/3。镁在合金化、熔炼、压铸过程中的 阻燃等问题得到解决后,目前镁的生产成本 大幅度降低,镁的价格已经接近铝的价格, 镁合金在各领域的应用得到了迅速发展。
在世界镁材料市场上,镁压铸件占有相 当大的比例。据国际镁业协会资料显示, 1991年时,全球镁压铸件的需求量仅为2万多吨,1999年全世界镁的用量为40.5万吨, 其中用于镁合金压铸为13.3万吨,占32%, 预测到2004年,全球镁的用量将增至52.7 万吨,主要增幅将来自镁合金压铸,平均每 年增幅达10%~ 15%,届时压铸镁用量将为 23.3万吨,比1999年增加10万吨,占总用量 的44.2%。
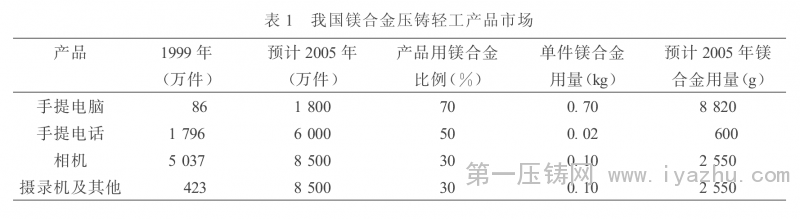
在我国,镁用量以每年12%的速率增 长,1998年突破了2万吨,其中仅2400吨作 压铸用途。镁合金压铸规模很小,有很大 的发展空间。目前我国已将“镁合金的应用 开发”列为“十五”重点攻关课题。加快镁和 镁合金的应用开发及产业化步伐也被列为 西部大开发的资源产业化两个重点工程之一。我国镁合金在3C产品(电脑、电讯、相 机、摄录机等)及电动车零件、汽车零件的市 场及前景如表1、2所示。
压铸行业已进入“镁合金时代”,世界各 国和地区政府、研究室以及汽车制造商、压 铸生产商都在研制新型镁合金及压铸技术。 北欧工业基金会资助建立的北欧镁业协会 的目的就是保证北欧五国的镁工业在国际 上保持领先优势;澳大利亚镁业公司与德国 联合铝业公司结成战略同盟共同致力于开 发汽车发动机的活塞;法国镁压铸系统生产 者Brochot开发了一种新型压铸轮,用来使镁 合金压铸过程中表面氧化程度减至最小;今 年日本本田研究开发公司与三井矿冶公司 联合开发成功了混合型轿车的发动机油盘, 他们研制的新型镁合金称为ACM522合金, 是一种新型耐热与抗腐蚀的镁合金。诺兰 达矿业公司今年研制成功了镁-铝-银系 列合金,应用前景非常乐观;死海镁业集团 研制出5种新型镁合金。
另外,镁合金外壳在手机、笔记本电脑、 CD机、摄影机、投影仪、MD机、录像机、电 锯、割草机等仪器上的应用使得这些产品的 小型轻便化程度大大增加;镁充电电池的出 现,也表明镁的用途还有待探索,应用范围 十分广泛。
电脑生产商越来越多地要求其供应商 提供镁合金外壳来替代塑料外壳。镁合金 是一种很轻的金属,镁合金电脑外壳为薄壁 结构(约1 mm),因此比塑料外壳轻。另外, 在机械作用下变形很小。对越来越小的笔 记本电脑来讲,发热成了一个问题。镁合金 的散热性比塑料好,这样可以使产品的结构 更紧凑。
现今,一些先进轿车车型的较大零部件 已开始应用镁压铸件。例如,本田公司的一 种混合动力汽车的油底壳用的就是镁压铸 件,不仅技术性能完全达到设计要求,而且 有利于发动机自身重量的降低。我国上海 乾通压铸厂2000年生产规模达到3000吨, 主要为汽车提供镁合金部件。武汉东风汽 车公司也开始研制汽车用镁合金。
2 镁及镁合金的组成与性能
2.1 镁合金型号与成份
美国材料协会按如下方式对镁合金的 命名进行了规定,第一、第二位由两个大写 的英文字母给出,分别表示镁合金中的最多的两位合金元素,第三、第四位由阿拉伯数 字给出,分别表示这两种最多元素的百分含 量。例如:AZ91D:A和Z分别表示铝和锌; 91表示含A1 9%,Zn 1%;D表示特别高纯度合金。在ASTM标准中,A为Al;Z为Zn;M 为Mn;E为稀土元素;S为Si。
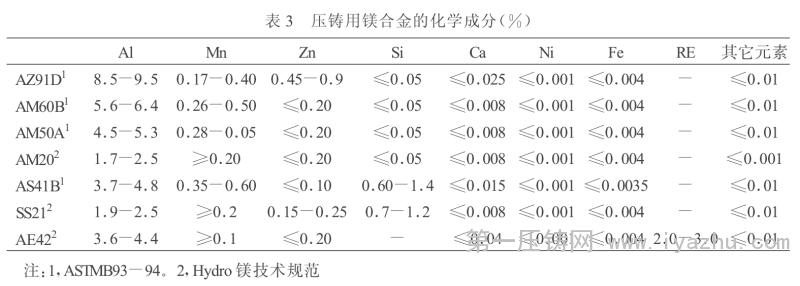
压铸用镁合金的型号与成份如表3:
2.2.2 切削性
镁合金的切削阻力小,约为钢铁的1/ 10,铝合金的1/3,因此切削时间短,工具使用的寿命长。其机加工性能优良,易加工且 加工成本低,加工能量仅为铝合金的 70%。
2.2.3 耐蚀性
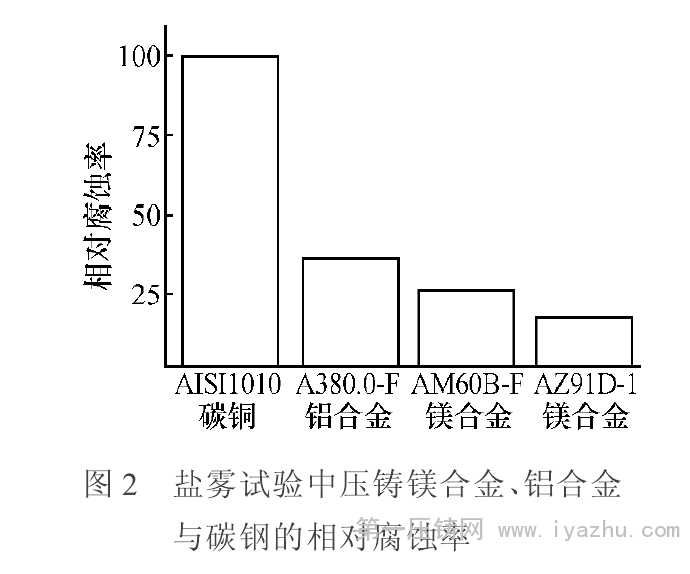
大气中,镁具有很好的耐蚀性,比铁的 耐蚀性优异。高纯合金镁AZ91D的耐腐蚀 性比低碳钢好得多,已超过压铸铝合金 A380,如图2,3所示。
镁合金中铍和钙能提高其耐蚀性,铁、 钴、镍与铜的存在大幅度降低了合金的耐蚀 性。
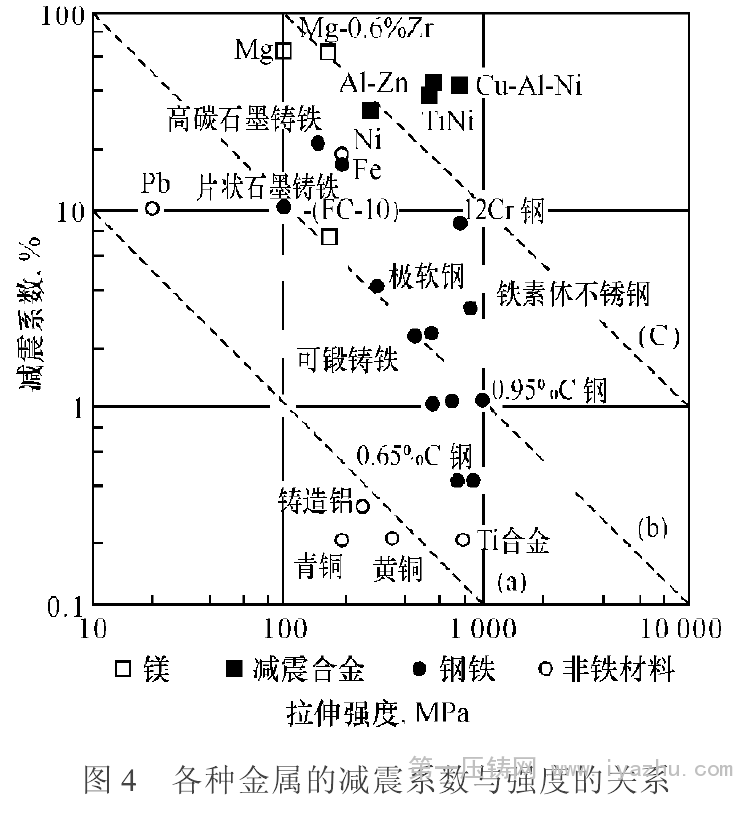
2.2.4 减震性
与其他金属相比镁合金具有优异的减 震性,如图4所示。即使镁合金的杨氏模量值很低(E= 45 GPa),却不失为一种优良的减 震材料。例如,在35 MPa应力水平下,镁合 金AZ91D的衰减系数为25%,铝合金A380 (E= 71GPa)只有1%;在100 MPa应力水平 下,镁合金AZ91D的衰减系数上升为53% (AM60为72%,AS41为70%),而铝合金 A380也只达到4%。显然,应用镁合金材 料作为汽车结构件,非常有利于减轻汽车运 行中噪声和震动。
3.1 阳极氧化处理
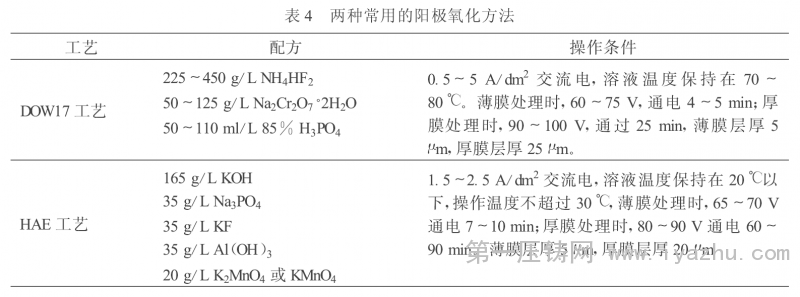
目前,常用的镁合金阳极氧化方法及其 特点如表4所示。
镁合金的化学转化处理,目前主要采用以铬酸或重铬酸盐为主要成分的水溶液化 学处理(称为铬化处理)。美国化学品Dow 公司根据不同工业需要,开发了一系列的镁 合金铬化转化剂。铬化反应机理是金属表 面的原子溶于溶液,引起金属表面与溶液界 面的pH值上升,从而在金属表面沉积一薄 层铬酸盐与金属胶状物的混合物,这种胶状 物包括6价与3价的铬酸盐和基体金属。这 层胶状物非常软,因此在操作中必须细心操 作,膜干燥后变硬。经过不高于80℃的热处 理可以提高膜的硬度与耐磨性。
干燥后膜的厚度只有湿状时的1/4,并 且膜形貌具有显微网状裂纹,或称为“干枯 河床”形貌,这种显微裂纹,估计为晶界破裂 或化学转化膜干燥后尺寸收缩形成,这种显 微网状裂纹有利于涂层的结合。
铬化处理膜作防蚀膜的机理:
(1)铬酸盐混合层在湿气和空气中起惰 性的屏障作用,阻止了腐蚀。
(2)铬酸转化膜在未失去结晶水时,保 持吸湿性能,受到磨损和机械损坏时,铬酸 盐膜吸水膨胀,具有自修复功能。
因此铬酸转化膜在未失去结晶水时,具 有很好的防锈效果。如果在高于80℃的环 境中使用,铬酸转化膜由于失去结晶水破裂 和自修复丧失,防锈作用大大降低。但如果 转化膜上涂耐高温涂层,由于涂层锁住了结 晶水的挥发,因此铬酸转化膜与涂层相结合 可使用于高温环境中。
3.3 其它处理
除常用的阳极氧化及化学转化处理外, 镁合金表面处理方法还有微弧氧化、喷涂、 电镀、化学镀、氢化镀膜、激光处理和气相沉 积等。
