
еЊ вЊ ЃК ЭЈЙ§гаЯодЊЪ§жЕФЃФтШэМў Procast ЖдТСКЯН№жЇМмбЙж§МўНјааСЫЪ§жЕЗжЮі ЃЌ ЛёЕУСЫСуМўГфаЭЙ§ГЬКЭФ§ЙЬЪБЮТ ЖШГЁЕФЗжВМ ЃЌ дЄВтСЫж§МўШБЯнДцдкЕФЮЛжУВЂЗжЮіСЫЦфаЮГЩдвђ ЁЃ ЭЈЙ§бЙж§ФЃФтЗжЮібаОПСЫбЙж§ЙЄвеЖдж§МўШБЯнЕФгАЯь ЁЃ баОПБэУї ЃК ж§МўЫцзХГфаЭЫйЖШЕФдіМг ЃЌ Цфж§МўФкВПЫѕПзЫѕЫЩЕФКЌСПЯджјдіМг ЃЛ ННзЂЮТЖШдНИп ЃЌ ж§МўФкВПЫѕПзЫѕЫЩвВдНЖр ЁЃ
бЙж§ЪЧзюЯШНјЕФН№ЪєГЩаЭЗНЗЈжЎвЛ ЃЌ гІгУЙу ЃЌ ЗЂ еЙПь ЁЃ ИпбЙКЭИпЫйГфЬюЪЧбЙж§ЕФСНДѓЬиЕу ЁЃ гЩгкбЙ ж§БЛЙуЗКгІгУгкЩњВњИДдгОЋУмж§Мў ЃЌ бЙж§ФЃОпгаНс ЙЙИДдг ЁЂ ЩшМЦМАжЦдьЙЄзїСПДѓ ЁЂ зМБИжмЦкГЄЕФЬиЕу ЁЃ ЖјЫѕПзЫѕЫЩМАЦјПзЪЧбЙж§МўзюЮЊГЃМћЕФШБЯн ЃЌ вВЪЧ ЕМжТбЙж§МўБЈЗЯЕФжївЊвђЫи ЁЃ вђДЫ ЃЌ ашвЊбаОПбЙ ж§Мў ЃЌ ЬиБ№ЪЧИДдг ЁЂ БЁБкбЙж§МўЕФж§дьШБЯнаЮГЩЛњ Рэ ЃЌ дЄВтЦфЫѕПзЫѕЫЩвдМАЦјПзЕФаЮГЩ ЃЌ вдБуЭЈЙ§ИФНј бЙж§МўКЭбЙж§ФЃЕФЩшМЦ ЃЌ гХЛЏбЙж§ЙЄвеРДБмУтШБЯн ЕФВњЩњ ЁЃ дкЪджЦТСКЯН№бЙж§ЦћГЕСуМўЙ§ГЬжа ЃЌ в§Шы МЦЫуЛњФЃФтММЪѕгУгкГфаЭЙ§ГЬЕФдЄВтгыШБЯнЕФдЄ ЗР ЃЌ ПЩЪЕЯжбЙж§ЙЄвеЯЕЭГЕФгХЛЏЩшМЦ ЁЃ
1 Ъ§бЇФЃаЭ
дкж§МўГфаЭЙ§ГЬЪ§жЕФЃФтжа ЃЌ НЋвКЬЌН№ЪєПДзїВЛПЩбЙЫѕСїЬх ЃЌ ЦфСїЖЏЙ§ГЬЗўДгжЪСПЪиКуКЭЖЏСПЪи Ку ЃЌ ЦфЪ§бЇаЮЪНЪЧСЌајадЗНГЬКЭ Navier-Stocks ЗНГЬ ( МђГЦ N-S ЗНГЬ ) ЁЃ
(1) СЌајадЗНГЬ ЃК
ЪНжа ЃКD ЮЊЩЂЖШ ЃЛp ЮЊЕЅЮЛУмЖШЕФбЙСІ ЃЛІЬ ЮЊдЫЖЏеГ ЖШ ЃЛg ЮЊжиСІМгЫйЖШ ЃЛЁї 2 ЮЊРЦеРЫЙЫузг ЁЃ
(3) ФмСПЗНГЬ ЃК
ЪНжа ЃКG ЮЊЮТЖШЬнЖШ ЃЛR ЮЊРфШДЫйЖШ ЁЃ
2 ФЃФтЙ§ГЬгыНсЙћЗжЮі
2.1 ЙЄведьаЭгыФЃФтЧАДІРэ
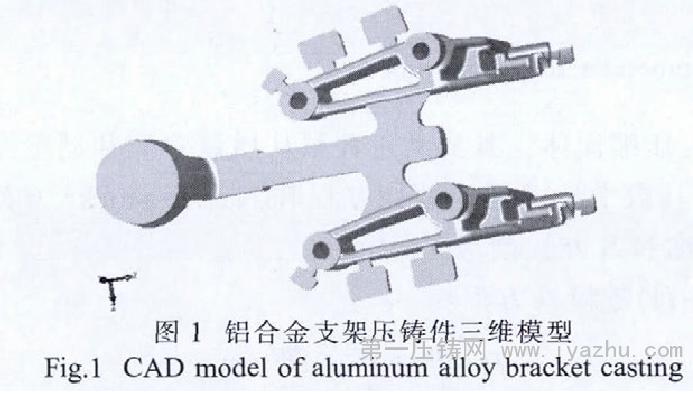
ТСКЯН№жЇМмбЙж§МўШ§ЮЌФЃаЭМћЭМ 1ЁЃ ж§МўЮЊБк КёВЛОљдШЕФСуМў ЃЌ ЦфаЮзДИДдг ЃЌ ЧвСуМўвЊЧѓж§МўФкВП ВЛдЪаэГіЯжЫѕПзЫѕЫЩЕШШБЯн ЁЃ СуМўВФжЪЮЊ ADC12 (Al9Si3Cu)ЃЌ ФЃОпВФСЯЮЊ H13 Иж ЃЌ ФЃОпЕФдЄШШЮТЖШЮЊ (200ЁР50) ЁцЁЃ БОЮФЖдВЛЭЌННзЂЫйЖШ (1ЁЂ2ЁЂ5 КЭ 10 m/s) КЭННзЂЮТЖШ (700ЁЂ670ЁЂ640 Ёц) ЗжБ№НјааФЃФтМЦЫугы ШБЯнЗжЮі ЃЌ вдЛёЕУбЙж§ЙЄвеЖджЇМмбЙж§Мўж§МўШБЯн ЕФгАЯьЙцТЩ ЁЃ
ЭМ 2 ЮЊжЇМмбЙж§Мўдк 650 Ёц вд 2 m/s ЕФЫйЖШГф аЭФ§ЙЬЙ§ГЬЕФФЃФтНсЙћ ЁЃ ДгЭМ 2(a) ПЩПДГі ЃЌ вКЬЌН№Ъє ДгбизХФкНЛЕРНјШыж§МўВрБк ЃЌ ИпЫйГфаЭЕФвКЬЌН№Ъє дкВрБкДІЪмзшЯђж§МўСНЖЫМЬајГфЬю ЁЃ ж§МўГфЬюЕН 40% ЪБ ЃЌ вКЬЌН№ЪєНјШыж§МўжаКёДѓВПЮЛ ЃЌ ећИіГфаЭЙ§ ГЬЯрЖдЦНЮШ ЃЌ ШчЭМ 2 (b) ЫљЪО ЁЃ ЫцзХГфЬюЕФНјааЕН 75%ЃЌ МћЭМ 2(c)ЃЌ ж§МўжаЕФЦјЬхБЛЭЦЭљзюКѓГфЬюЕФЧј гђ ЃЌ БОбЙж§МўдкзюКѓГфЬюЧјгђЩшгавчСїВлгыХХЦјВл ЃЌ ЪЙЕУж§МўаЭЧЛжаЕФЦјЬхМАЪБХХГі ЁЃ ГфаЭНгНќЭъГЩЪБ (90%)ЃЌ вК ЬЌН№ЪєГфЬюаЭЧЛЪБКЭФЃОпжЎМфДцдкЕФЮТ Вю ЃЌ ЪЙЕУвКЬЌН№ЪєЧАЗцЙ§дчПЊЪМФ§ЙЬРфШД ЁЃ етаЉЧА ЗцРфСЯдкЫцКѓЕФГфаЭЙ§ГЬжаБЛЭЦЭљж§МўзюКѓГфЬюЧјгђ ЃЌ вђДЫдкж§МўзюКѓГфЬюЧјгђЩшжУвчСїВлПЩвдДцДЂ ЧАЗцРфСЯ ЃЌ ДгЖјЪЙЕУж§МўЕФећЬхжЪСПЕУЕНЬсИп ЁЃ гЩжЇ МмбЙж§МўЕФГфаЭФЃФтЙ§ГЬПЩМћ ЃЌ ж§МўЕФвчСїВлЕФЩш МЦНЯЮЊКЯРэ ЁЃ
гЩгкж§МўдкФ§ЙЬЙ§ГЬжаЮТЖШЗжВМЪЧвЛИіЖЏЬЌЕФЗЧОљдШЗжВМ ЃЌ ВЂЧвЖдЮЂЙл зщжЏ ЁЂ КъЙлЦЋЮі ЁЂ ЫѕПзЫѕ ЫЩОпгаКмживЊЕФгАЯь ЁЃ Дг ЭМ 4 жЇ Мм бЙ ж§ Мў ж§ дь ШБ ЯндЄВтНсЙћжаПЩвдПДГі ЃЌ дкж§МўЕФвчСї ВлВПЮЛДц дкзХВЛЭЌГЬ ЖШЕФЫѕПзЫѕ ЫЩ ЃЌ ЫЕУївчСїВлЕФЮЛжУЩш МЦНЯЮЊКЯ Рэ ЃЌ ЕЋгыДЫЭЌ ЪБ ЃЌ ж§МўжаКёДѓВПЮЛЫѕПз ЫѕЫЩвРШЛЪЎЗжУїЯд ЁЃ ЭЈГЃНЋж§МўжаЫѕПзЫѕЫЩНЕЕЭЕН зюЕЭГЬЖШЕФЗНЗЈгаСНжж ЃК вЛЪЧаоИФж§МўННзЂЯЕЭГМА ЦфФЃОпНсЙЙ ЃЌ ЕЋЗбЪБЧвЯћКФДѓСПВЦСІ ЁЂ ШЫСІ ЃЛ ЖўЪЧИФ Бфж§МўЕФГЩаЮЙЄве ЃЌ БОЮФЖджЇМмбЙж§МўННзЂЫйЖШКЭ ННзЂЮТЖШНјааФЃФтЗжЮі ЃЌ баОПГЩаЮЙЄвеЖдИУж§Мўж§ дьШБЯнЕФгАЯь ЁЃ
2.3 ГфаЭЫйЖШЖдж§МўШБЯнЕФгАЯь
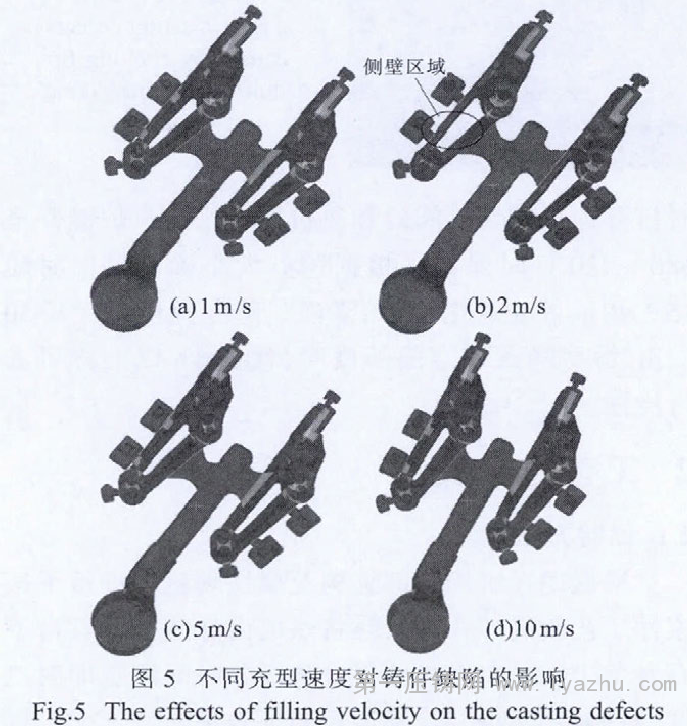
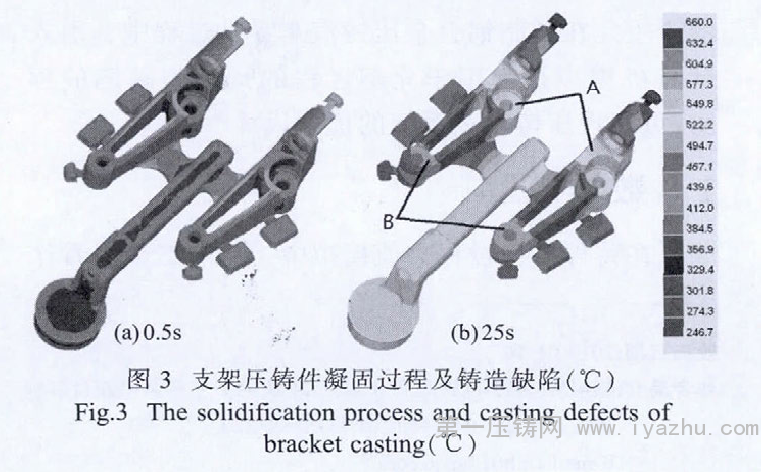
ННзЂЮТЖШгыж§МўжЪСПгазХНєУмЕФСЊЯЕ ЃЌ ННзЂЮТ ЖШИп ЃЌ КЯН№ЕФСїЖЏадФмКУ ЃЌ ж§МўЕФБэУцжЪСПКУ ЁЃ ДгЭМ 6 ПЩПДГі ЃЌ ж§Мўдк 1 m /s ЕФ ГфаЭЫйЖШЯТ ЃЌ700 Ёц Нј аа ННзЂЕФбЙж§МўвчСїВлВПЮЛЫфШЛЦ№ЕНСЫвЛЖЈЕФХХЦјЙІ Фм ЃЌ ЕЋж§МўФкВПЛЙЪЧДцдкДѓСПЕФЫѕПзЫѕЫЩ ЃЌ ЦфЫѕПзЫѕ ЫЩЕФКЌСПвЊИпгкЦфЫќЮТЖШННзЂЬѕМўЯТж§МўЫѕПзЫѕЫЩ ЕФКЌСП ЁЃ ЦфжївЊдвђПЩФмЪЧж§МўЮТЖШНЯИп ЃЌ КЯН№ЕФСї ЖЏадФмКУ ЃЌ ГфаЭЫйЖШПь ЃЌ аЭЧЛжаЕФЦјЬхЮоЗЈМАЪБХХ Г§ ЃЌ вђДЫГфаЭЙ§ГЬжаШнвзВњЩњОэЦј ЃЌ Ф§ЙЬКѓвдЫѕПзЫѕ ЫЩЕФаЮЪНДцдкгкж§МўФкВП ЁЃ СэЭт ЃЌ вКЬЌН№ЪєЮТЖШИпді МгСЫЮќЪеЦјЬхЕФФмСІ ЃЌ дкГфЬюЙ§ГЬжаж§МўдНШнвзВњ ЩњЦјПзКЭЫѕПз ЁЃ ЕБННзЂЮТЖШНЕЕЭЕН 670Ёц ЪБ ЃЌ ж§МўФк ВПЕФЫѕПзКЌСПУїЯдЯТНЕ ЁЃ МЬајНЕЕЭННзЂЮТЖШ (640 Ёц)ЃЌ ж§МўФкЕФЦјЬхКЌСПЯджјМѕЩй ЃЌ ЕЋж§МўжаКёДѓЧј гђ A КЭ B ДІвРШЛДцдкЩйСПЕФЫѕПзШБЯн ЁЃ жївЊЪЧвђЮЊ ТСКЯН№ЕФШШеЭРфЫѕЫљв§Ц№ ЃЌ вКЬЌН№ЪєРфШДЪБВњЩњЬх Л§ЪеЫѕ ЃЌ КёДѓВПЮЛЪеЫѕГЬЖШИќМгУїЯд ЃЌ вђДЫашвЊдкДЫ ДІЩшжУаЭаОЛђРфШДзАжУ ЃЌ вдИФБфЦфФ§ЙЬЫГађ ЁЃ
3 НсТл
РћгУ Procast ЩЬвЕж§дьФЃФтЗТецШэМўЖдТСКЯН№ ЦћГЕжЇМмбЙж§МўГфаЭФ§ЙЬЙ§ГЬНјааЪ§жЕФЃФтКЭЗж Юі ЃЌ дЄВтСЫж§дьШБЯнВЂЗжЮіШБЯнВњЩњЕФдвђ ЁЃ ВЂЖд ГфаЭЫйЖШКЭННзЂЮТЖШСНИібЙж§ЙЄвеВЮЪ§Ждж§МўШБЯн ЕФгАЯьНјааСЫЗжЮі ЃЌ ЗЂЯжж§МўЫцзХГфаЭЫйЖШЕФдіМг ЃЌ Цфж§МўФкВПЫѕПзЫѕЫЩЕФКЌСПЯджјдіМг ЃЌ ННзЂЮТЖШдН Ип ЃЌ ж§МўФкВПЫѕПзЫѕЫЩвВдНЖр ЁЃ вђДЫвдФЃФтНсЙћЮЊвР Он ЃЌ ПЩвдЖдЙЄвеЗНАИНјааИФНј ЃЌ ЫѕЖЬЩњВњжмЦк ЃЌ НЕЕЭ ЩњВњГЩБО ЃЌ ЬсИпЩњВњаЇТЪ ЃЌ ЖјЧвПЩвдгХЛЏЙЄвеЩшМЦ ЃЌ ЖджИЕМЩњВњОпгаживЊЕФвтвх ЁЃ
