摘要 : 首先对 H13 进行了高温正火 + 球化退火的预备热处理 , 获得碳化物分布均匀 、 球化率高于 95% 的退火组织 . 进而对退火组织进行了淬火 + 回火最终热处理 , 研究了淬火温度对 H13 钢组织 和硬度的影响 . 随着淬火温度的提高 , 溶解的合金碳化物增多 , 溶解的合金碳化物使基体中的碳含 量和合金含量增多 , 淬火组织硬度得到了提高 , 大颗粒碳化物熔解为细小的碳化物 , 当淬火温度为 1 100℃,保 温 1.5h,合 金碳化物几乎全部溶解 . 对淬火组织进行了二次回火 , 回火使淬火过程中熔 解的碳化物又重新弥散析出 , 且随着淬火温度的提高 , 回火硬度提高 , 碳化物更加细小 , 分布得更 均匀 .
H13 属 于 热 作 模 具 钢 , 我 国 的 牌 号 是 4Cr5MoSiV1,是在碳素工具钢中加入 Cr、 V 等合金 元素而形成的钢种 , 在中温下的综合性能好 , 可空冷 淬硬 , 广泛应用于锻模 、 压铸模和挤压模 , 是目前应用 最广泛的热作模具钢种之一 . 由于 H13 钢中合金 元素含量可达到 8% 左右 , 合金元素改变了铁碳平衡 相图 , 共析点左移 , 属过共析钢 , 在凝固过程中出现二 次网状碳化物 , 如果熔炼和凝固过程控制不当 , 还会出现 Cr 和 V 的一次碳化物和合金元素的偏析 . 目前 很多国内生产厂家的 H13 钢锻前热处理为简单的球 化退火 , 退火温度低 , 合金元素不能得到扩散 , 一次碳 化物不能充分熔解 , 造成组织中存在粗大的一次碳化 物 , 偏析也十分严重 , 锻造后形成局部的链状碳化物 , 强烈影响模块的冲击韧度 . 前期研究表明 , 高温正 火 + 球化退火热处理工艺加热温度高 , 冷却速度快 , 有利于减少合金元素的偏析 , 获得分布均匀二次碳化 物 、 细小的组织 . 本文对前期的预备热处理进行了 后续的最终热处理工艺 , 即淬火 + 回火 . 淬火温度对 H13 钢的最终性能具有重要的作用 , 如果淬火温度过 低 , 碳化物溶解不充分 , 钢的淬透性下降 , 回火的稳定 性降低 , 硬度达不到要求 , 温度过高又会导致奥氏体 晶粒长大 , 大量碳化物溶入基体 , 淬火后出现针状马 氏体 , 且硬度过高 , 增加热应力 , 服役容易开裂和折 断 . 因此 , 有必要研究淬火温度对 H13 钢的组织和性 能的影响 , 优化淬火工艺 , 获得组织均匀而细小 、 弥散程度高 、 硬度适中的 H13 钢 , 进而提高其后续使用性 能 .
1 实验材料的制备
试验用 H13 钢通过电炉熔炼 + 真空精炼 + 电渣 重熔获得铸锭 , 将电渣重熔后的铸锭进行锻造 . 在进 行锻造前 , 首先将铸锭送至天然气加热的热处理炉 , 以一定的加热速度将铸锭加热到 1 200℃,在 该温度 下保温 2h,由于加热温度高 , 保温时间长 , 碳化物可 以达到充分的熔解 , 合金元素的扩散能力也得到了提 高 , 可以大大改善合金元素的偏析 . 锻造时 , 控制始锻 温度为 1 150℃,终 锻温度不得低于 850℃,保证锻件 不硬化 , 并且保证横向和纵向都锻透 , 锻造比 >3,将 锻造后的 H13 钢送入热处理炉进行热处理 . 试验用 H13 钢化学成分见表 1.

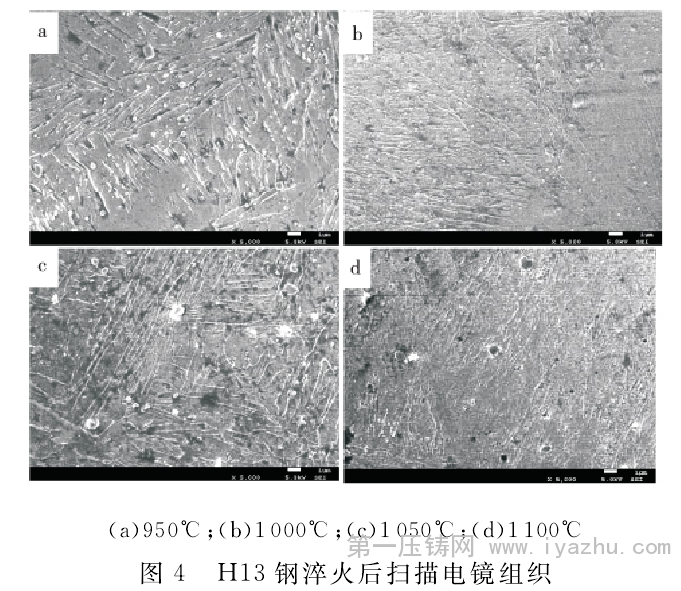
为了进一 步 观 察 不 同 温 度 淬 火 下 H13 钢 的 组 织 , 对试样做了扫描电镜分析 . 图 4 所示为通过电镜 扫描观察到的分别在 950℃、 1 000℃、 1 050℃、 1 100℃ 炉中保温 1.5h 后在油中淬火所得的显微组织 . 通过 观察发现 ,H 13 钢在在 950℃ 淬火时 , 其未溶碳化物 的尺寸大小不一 , 最大的碳 化物可以达到十几个 微 米 , 当提高淬火温度到 1 000℃ 时 , 未溶的碳化物的尺 寸较小 , 但也存在个别的大尺寸碳化物 . 其主要原因 是在较低的温度下进行保温 , 奥氏体成分还没有足够 均匀化 , 碳化物溶解较少 , 尤其是大尺寸的碳化物熔 解不 充 分 , 导 致 淬 火 后 碳 化 物 组 织 不 均 匀 ; 而 在 1 050℃ 和 1 100℃ 淬火后 , 碳化物进一步得到了减少 , 其中在 1 050℃ 淬火组织碳化物均匀 , 而在 1 100℃ 淬 火组织中只存在少量的碳化物 , 且碳化物的尺寸只有 几个微米 .
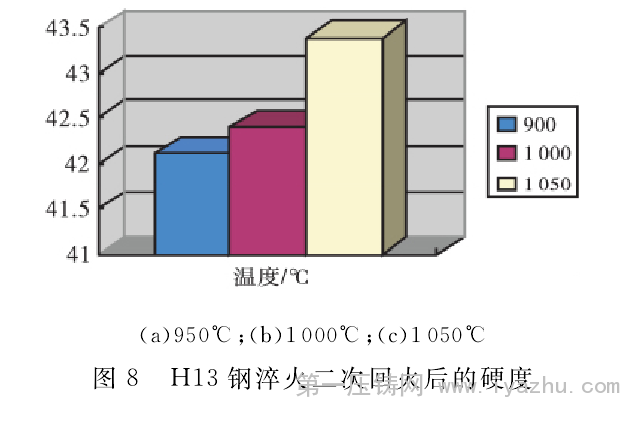
对比图 3 和图 7 发现 ,9 50℃ 为回火后的组织 , 为 回火马氏体 + 残余奥氏体 + 少量的铁素体 + 碳化物 , 回火组织中的碳化物颗粒较大 , 有的碳化物还成链状 分布 , 这是由于淬火温度过低 , 碳化物熔解不充分 , 从 而影响了回火时碳化物的弥撒析出 , 且在回火组织中 还发现了少量的铁素体 , 这是由于奥氏体化不充分造 成的 .1 000℃ 淬火 + 回火后的组织为回火马氏体 + 残余奥氏体 + 碳化物 , 此时析出的碳化物尺寸区别较 大 , 不利于性能的均匀性 .1 050℃ 淬火 + 回火后的组 织为回火马氏体 + 残余奥氏体 + 碳化物 , 碳化物弥撒 析出 , 尺寸差别小 , 且分布均匀 , 回火马氏体中还有少 量的板条状马氏体 , 这些都有利于 H13 钢综合性能 的提高 . 图 8 为淬火 + 回火后的硬度 , 随着淬火温度 的提高硬度提高 , 造成这种现象的主要原因是 , 淬火 温度提高 , 熔解在基体中的合金元素越多 , 淬硬性得 到了提高 .