
摘 要 根据压铸合金凝固收缩过程对铸件质量的影响 , 利用 Pro/ E 软件对铸件和模具造型 , 并用有限元分析软件 AN- SYS 对压铸模的温度场进行了分析和控制 。 结果表明 , 运用有限元数值模拟分析方法 , 可对复杂压铸件的生产工艺进行优 化 , 得到最佳的模具预热温度 , 使模具的温度场分布趋于合理 , 有效地提高铸件精度 , 避免出现废品 ; 在对铸件形状和模具 结构进行三维造型时 , 可以忽略一些不重要的细部结构 ; 六面体单元用于压铸过程分析比较方便 、 合理 ; 单元数量和时间步 长的选择 , 要兼顾运算结果的精度和模拟过程的效率 。
随着计算机技术在制造业领域的广泛应用 , 有限元 分析方法逐渐体现出明显的优势 。 在对复杂工况进行 数值模拟及其分析方面 , 有限元法具有适应性强 、 计算 精度高 、 简单易学等优点 。 在压铸生产中 , 压铸模的温 度场对压铸件的质量有极大的影响 , 若能正确地运用 有限元法来分析压铸模的温度场 , 掌握温度场的变化规 律 , 从而控制合金液的凝固成形状态 , 就能有效地提高 压铸件的质量 。 实践证明 , 这种方法在生产条件下能够 获得显著的效果 。
1 温 度场对压铸件质量的影响
1.1 压铸件成形过程的流动和散热规律
在压铸件的成形过程中 , 热量的传递是以热传导 、 热对流和热辐射 3 种方式同时进行的 。 其中合金液 与模具型壁直接接触 , 热量传递的方式是热传导 ; 模具 温度升高之后 , 与周围的空气产生对流传热 ; 高温模具 还产生热辐射 。 但大量研究表明 , 热传导是压铸件成形 过程最主要的传热方式 。 因此 , 对压铸件成形散热问 题的研究应以热传导为主 , 兼顾热对流和热辐射 。
1.2 压铸模温度场与压铸件的相互作用
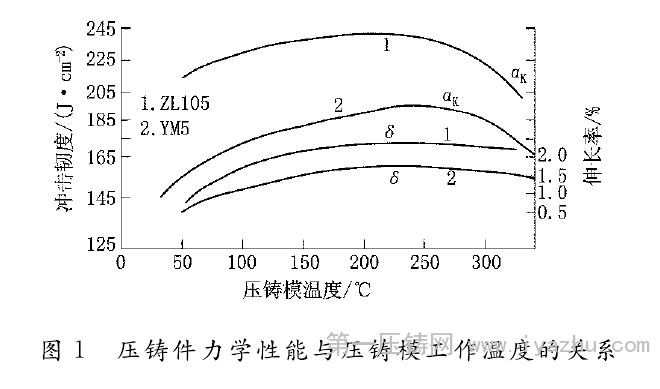
压铸模温度场的分布 , 会对压铸件的品质产生重要 的影响 。 随着压铸件壁厚差的扩大 。 压铸件薄壁部分 凝固时 , 若此处模温过低 , 合金液受到 “ 激冷 ” 作用而凝 固速度过快, 使压铸件力学性能下降 ; 反之 , 当厚壁部 分凝固时 , 若此处模温过高 , 合金液散热困难 , 也会因凝 固时间长 , 使其收缩率增大 , 造成压铸件的尺寸精度 下降 , 还可能出现疏松 、 缩孔等缺陷 。 并导致铸件组织 晶粒粗大 , 造成其力学性能下降 。 压铸件力学性能与压 铸模温度的关系见图 1 。 因此 , 对模具温度场的分析 与控制 , 是提高压铸件各项质量指标的重要手段 。
式中 ,T 为温度 ,K ;λ为 热导率 ,W /(m ·K )。
若在单位时间内 , 液态合金的发热率为 Q · , 则在 dt 时间内 , 微元体的发热量为 Q · ·d xdydz· dt。
因此 , 在 dt 时间内微元体中的总热量变化为:

式中 ,c p 为模具材料的定压比热容 ,J / (k g· K) ; ρ 为密 度 ,k g/ m 3 。
将式 (1 )、 式 (2 )、 式 (3 ) 带入式 (4 ), 并与式 (5 ) 比较 可得 :
![]()
式中 ,q x 、q y 、q z 分 别 表 示 x、 y、 z 方 向 的 热 流 强 度 , W/ m 2 ;n x 、n y 、n z 分别表 示 x、 y、 z 方向的方 向余弦 ;h 表示边界对流传热系数 ,W /(m 2 ·K ) ;? 表示物体的 温度 ,℃ ;? α 表 示 在 自 然 对 流 条 件 下 周 围 介 质 的 温 度 ,℃ 。
3 有 限元分析方法的生产应用
3.1 用于数值模拟分析的压铸件及其热物性参数
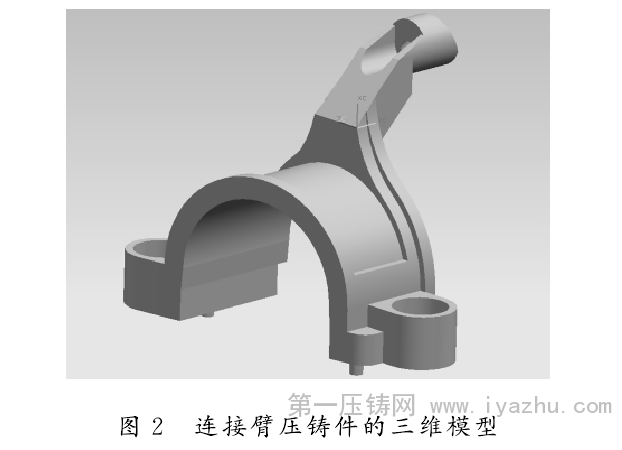
某厂生产的用于某型轿车的控制电路系统的连接 臂压铸件 , 铸件外形尺寸为 50.3mm×72.1mm×61.6 mm,平均壁厚为 4.3mm(铸件的三维模型见图 2) 。 材 质为 YZAlSi12 铝合金 。
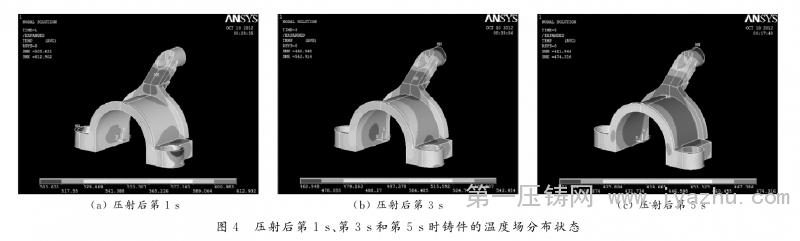
通过分析发现 , 在液态合金射入模具型腔的瞬间 , 即开始对模具本体传热 , 并通过模具向大气散热 。 在液 态合金的凝固过程中 , 若模具的预热温度过低 , 合金液 受到激冷作用 , 产生较大的线收缩率 , 导致铸件尺寸精 度下降 , 甚至造成废品 。 相反 , 若模具的预热温度过高 , 合金液需要较长的时间才能完成冷却凝固 , 也会产生较 大的线收缩率 , 导致铸件因尺寸精度下降而造成废品 。 因此 , 经过反复模拟和分析 , 最后得到最佳的模具预热 温度为 165~183℃。这 使得模具的温度场分布趋于合 理 , 铸件达到了图纸要求的各项技术指标 。 研究表明 , 在精密复杂压铸件的生产中 , 有限元数值模拟分析方法 对生产有很强的实际指导意义 。
4 结 论
(1 ) 运用有限元数值模拟分析方法 , 可对精密复杂 压铸件的生产工艺进行优化 , 得到最佳的模具预热温 度 , 使模具的温度场分布趋于合理 , 有效地提高铸件精 度 , 避免出现废品 。
(2 ) 在对铸件形状和模具结构进行三维造型时 , 可 以忽略一些不重要的细部结构 。 六面体单元用于压铸 过程分析比较方便 、 合理 。 单元数量和时间步长的选 择 , 要兼顾运算结果的精度和模拟过程的效率 。
